使用鋼錠模澆鑄生產(chǎn)時(shí)脫模的時(shí)間長短是影響鋼錠模壽命的主要因素。
試驗(yàn)發(fā)現(xiàn):脫模時(shí)間增加 40 % ����,壽命也相應(yīng)縮短 40 % ���,同時(shí)由于龜裂而報(bào)廢的情況也增多.此外對鋼錠模來說,雖然在注車上不利位置的次數(shù)是次要影響因素����,然而應(yīng)當(dāng)使模子經(jīng)常調(diào)換位置,以使它所占不利位置的次致大致相同��。前蘇聯(lián)扎波羅什冶金工廠鋼錠模的調(diào)查與分析也表明:脫模時(shí)間與模冷方式影響較大��,強(qiáng)調(diào)盡量縮短脫模時(shí)間��,避免用水冷卻鋼錠模�,盡量在空氣中冷卻。另外�,合理判廢標(biāo)準(zhǔn)對降低鋼錠模消耗也是不可忽視的。
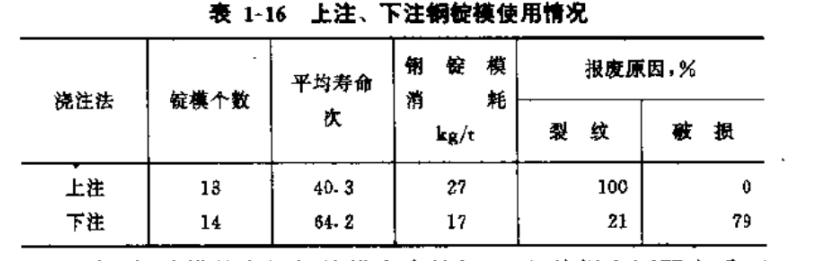
英國鋼錠模委員會(huì)第三次報(bào)告中也指出:鋼錠脫模愈快����,模子的壽命愈高,對于10t扁模�,把鑄錠和脫模之間的時(shí)間從 127 分鐘縮短到 44 分鐘時(shí),模子的消耗從8.4kg/t下降到4.3kg/t����,使用次數(shù)從 109 次增加到 205 次�����。日本神戶制鐵所����,用 3 . 5t 上大下小帶保溫帽鋼錠棋進(jìn)行上�、下注對比試驗(yàn),結(jié)果見表 1-16.
以上分析是我河鑄重工根據(jù)30多年的經(jīng)驗(yàn)積累和資料的整理研究得出的結(jié)論與您分享�����。






比強(qiáng)")